Words: Mike Humble
Pictures: Mike Humble / Terry Clarke / Jacky Lawler & The Cummins Engine Co Ltd
Forget about any preconceptions about kit cars or vehicles self made motors cobbled together in sheds or garages. Sometimes they are a work of art on every conceivable level. Say hello to Terry Clarke, a man with a dream and a passion for strange or surreal feats of automotive engineering. A man who built his homage to John Cobb’s 1930s Brooklands and Bonneville racer with some engineering input from the UKs best regarded engine manufacturer…

THE ORIGINAL NAPIER-RAILTON CAR:
On a global scale, Great Britain continues to play a very important role within the circles of racing vehicles be it rallying or the glamourous world of Formula One. Up and down the United Kingdom a myriad of specialist companies and their associated supply chain develop, engineer and produce racing cars and ultra-high performance engines of the very finest quality. Our production car industry may have taken a beating in recent decades, but in the competitive world of motor sport where only money talks, the United Kingdom remains a world leading force. An illustrious past has paved the road to a thriving present and an exciting future in terms of motor sport design and engineering.
The inspiration for this truly remarkable project harks back to 1933 when engineer Reid Railton oversaw the development of a 12 cylinder, 24 litre 530 bhp Napier Lion aero powered race car. Built by racing specialists Thomson and Taylor Ltd, the “Napier Railton” was produced at the request of racing driver John Cobb within a small production facility within the grounds of the Brooklands racing circuit. Cheshire born Reid Railton had joined Thomson and Taylor in 1927 and soon became their technical director and chief designer. One of his early projects for this company was the legendary Blue Bird land speed record car driven by the equally famous Sir Malcom Campbell.

After a short period of post-production modification, the Napier Railton took to the famous Utah Bonneville flats in the USA and the Brooklands racing circuit, the results were nothing short of amazing. Within just four years (1933 to 1937) the Reid Railton / Cobb partnership had broken almost 50 speed records including a recorded lap speed of 143 mph at Brooklands – a record that was taken away from the supercharged Bentley “Blower” and one that was never broken. The incredible power of the M.O.D specification aero engine came with alarming fuel consumption of just 5 mpg and for those health and safety conscious readers the car was only fitted with two wheel braking on the rear drive axle.
Shortly after the end of WW2 the Napier Railton had a change in career when it was acquired for the purposes of testing aircraft parachutes at Dunsfold Aerodrome – a place now famed for being the home to BBC TV’s Top Gear. For this purpose, those frightening rear wheel only brakes were upgraded to a heavy duty 6 piston Dunlop ventilated disc system. Then after a period of private and entrepreneurial ownership, a classic car specialist based in Switzerland purchased the car for an undisclosed sum and offered it to the Brooklands Museum on loan. The car resides here to this day and partly thanks to a National Lottery grant, the Napier Railton was purchased from the Swiss owner by the Brooklands museum and is once again back in British ownership at the place where it was conceived, developed and created.
ITS DRIVER:


Surrey born John Cobb had a lavish lifestyle that came from his business activities as a director for a London based furrier. This gave him the required funds to feed his addiction – speed. He was a risk taker as well as a successful businessman who went on to have a distinguished career in WW2 serving with the British RAF. Not only did he achieve incredible feats with the Napier Railton, but also set a 369.7 mph land speed record in 1939 with the Railton Special – a four wheel drive vehicle that featured two of the very same Napier Lion aero engines. Cobb was tragically killed in Scotland while attempting to break the water speed record in the jet powered craft Crusader, he was just 52.
Some Napier Railton facts and figures:
- Its Napier Lion engine was first produced in 1917. It soon the backbone of the British RAF aero fleet in the 1920’s and even found itself fitted in certain German Luftwaffe Fokker aircraft or in applications as diverse as racing power boats.
- One of the cars former keepers was former Aston Martin Chairman and ex RAF pilot Victor Gauntlett.
- Driver John Cobb was later killed while attempting to break the water speed record at Loch Ness in 1952
- Its maximum speed is over 160 mph.
- The 15 gallon fuel tank running on aviation fuel gives the car a theoretical range of just 75 miles.
- There is no starter motor fitted, so the car has to be rather unglamorously push started.
- Transmission was through a three speed constant mesh crash gearbox and rear wheel drive.
- The 530 bhp 12 cylinder Napier Lion XI engine features 24 spark plugs, four valves per cylinder and 3 separate exhaust manifolds.
- Reid Railton originally started his career with Leyland Motors Ltd in 1917. He emigrated to the US in 1939 and died in California aged 82.
THE MAN BEHIND THE HOMAGE – TERRY CLARKE:

One man and his dog and over 500 horses:
My involvement with this fascinating Cummins Railton, a tribute to John Cobb’s record breaking times of the 1930’s is a personal one. Originally hailing from Darlington, myself like many others from that bustling market town, have considerable exposure to Cummins. Relations and good family friends have worked at the Darlington engine plant – many for all of their working life. Being an ex-mechanic while at the same time holding HGV and PSV licenses, I have worked on and driven many commercials or buses fitted with this companies products. The Cummins Railton project is testimony to the creativity of some of the world’s very best engineers in engine design technology. Despite what the media may have you believe, we still produce some incredible automotive technology – with UK developed automotive products making a difference to people’s daily lives or businesses in all four corners of the world.
It’s fast approaching thirty years since I entered the trade that is automotive. During this time, I have been lucky enough to have met some interesting and fascinating people from all types of engineering backgrounds and disciplines. People including rail engineers, renowned automotive stylists and even world champion rally drivers have shared their wisdom and experiences with me. It would be fair to say that I have been honoured and lucky to spend some time with great names such as Sir Kenneth Grange, Tom Karen and the great, albeit slightly mad Paddy Hopkirk of Monte Carlo Mini Cooper mayhem fame. We British, as a nation, are viewed throughout the world as a small island full of eccentrics – it’s actually very true. The aforementioned when coupled to our Dunkirk spirit and make-do-and-mend attitude is what makes us tick as a nation, not only that but we are also a nation of petrol heads – or as this scribe will explain… diesel heads too.
Over the past couple of years, I have been getting to know one of the strangest – in a nice way, most talented, skilled and eccentric persons that I have personally come to know during all of my working career. A little while ago Cummins UK account manager for DAF trucks, Mike Brown introduced to me to a man who has since become a good friend. Terry Clarke operates a small business in Somerset that’s based in automotive fabrication and engineering on a very specialist scale. From building replica racing cars to assisting in classic restorations, there isn’t a great deal Terry hasn’t been exposed to. Be it shaping panels, welding or finding solutions to engineering problems others cannot fathom, this man seems to tackle anything with a surreal and calm manner. On two wheels or more, if it has an engine he’ll find a way to improvise, improve and impress.

Many automotive engineers despite their creativity and talent can often fail to cut the mustard on an inter-personal level. I’ll go so far as to say that many of them can be hard work to tune into their wavelength owing to overbearing personal beliefs or egotistical demeanours – but this couldn’t be further from the truth with Mr Clarke. When I first met him back in 2013 at the Goodwood Festival of Speed, he came across as a bit shy, very modest and slightly mad, but three years on and knowing him that little bit better I’ll stand by the last two observations. He is by far the most interesting person to hold a spanner I’ve met… so just what makes a quiet unassuming engineer from the West Country decide to create a quite unique and personal modern day take on a pre-war racing car that only hard core enthusiasts might have heard about- mainly at his own financial risk?
Once you scratch the quiet and unassuming surface and get to know Terry, you quickly realise he is a superb raconteur. I have little doubt the man could retire from the automotive business and ply his trade in the after dinner speaking circuit such is the quality and entertainment you glean from one of his conversations over hot drink. Asking Terry where his inspiration came from at his work premises last summer, he disappeared upstairs to his office and came back with a well-thumbed book. Sitting back down again he stated; “this is where it all started from” and he proudly hands over the publication that has a ragged yellow post-it note discreetly marking the page to open. In my hands is a title called Aero Engined Racing Cars at Brooklands by Bill Boddy. Opening the page finds the Napier-Railton car that set more than its fair share of speed feats.
“…the moment I first saw the Napier Railton in that book I just knew I had to build me one of those”
This 24 litre engine car set a 24 hour record of 150.6mph on the Bonneville Salt Flats USA in 1936 and the Brooklands Outer Circuit Lap Record of 143.44mph set by John Cobb in 1935, which was never beaten. Terry adds; “an ex-girlfriend bought me that book as a present and the moment I first saw the Napier Railton in that book I just knew I had to build me one of those”. Shortly after this Terry found himself at the Brooklands museum with a note pad in one back pocket and a tape measure in the other. On hearing this I have a chuckle but the laughing stops when he produces the note pad that’s crammed full of measurements and sketched diagrams. With a cheeky grin he adds; “I reckon those boys down at Brooklands thought I was a bit simple to see me measuring and scribbling everything down on paper”. There on that very note pad right in front of me is the first step of Terry’s long journey.
Alongside us is the car itself which is not far off completion. What impresses me the most is the sheer quality of its construction – not only the bits you can see, but all those that most people won’t. The craftwork of the panels, the chassis construction, and his attention to the installation of critical components such as wiring and fuel or hydraulic pipe routing is astonishing. Worthy of note is the welding quality – a standard that fabricators in aerospace circles would be jealous of, so we get on to the issue of where this level of quality came from. As is the case of many people I know his qualifications come from experience; “no bits of paper or night school nonsense for me, I went to the University of Life and learnt my craft from actually doing the job hands on from a very early age”.
We spoke for a while about his own past work and life experiences and it quickly became obvious that engineering is in his blood and that some form of career in repair, renovation or restoration was perhaps his true life destiny perhaps mapped out in the future long before he even realised it. When we expanded on his early days and he told me about how he spent time doing odd jobs and helping out at a local garage during school holidays while all the other lads of his age were out on their bikes or playing football. “My father operated as an owner operator tipper driver running his own truck so right from an early age I was exposed to trucks, repair and other work required to keep a vehicle on the road. When you work for yourself you have to make do and mend – improvise or die if you like”.
“I quickly gained experience in bespoke fabrication that was often one type off jobs that other companies couldn’t or wouldn’t undertake”
After leaving school Terry worked for an engineering firm for five years and passed his class one HGV licence; “some of the work at that firm was really quirky and one off, I quickly gained experience in bespoke fabrication that was often one type off jobs that other companies couldn’t or wouldn’t undertake”. He also gained even more experience by working weekends for a local transport operator Sweetings for over twenty years. When I asked him what problems the Railton has brought, the snags have been fairly few and he mentions that the original steering wheel and seat (both made by Terry) were the only items that required improvement. Despite his abilities and standards of work Terry is very modest about his craft and never cocky; “what I will say is this… if you really give it 100% you’ll always be 90% right first time most of the time” he says with confidence.
Only the pressing, rolling, fabrication and painting of the chassis was out-sourced but Terry claims the only real headache of the car has been the sheet aluminium of the body. The steering, brakes, driveline installation, electrics have all been planned and put together by Terry – it really is quite incredible. The front engine mount is a particularly impressive piece of design, forming not only a torque-axis solution for bracing the colossal power, but it saves weight by doubling up to use the engine block as the front cross member. By using this as a bracing support for the engine as well as the front of the chassis, it’s saved cost too by not having to roll and form yet another steel section. Having travelled in the car and spent hours looking over this car, it’s incredibly well made and gives no impression of a machine made by one person in a small workshop.
Not only has that but there has been no involvement with computers. No CAD-CAM or predictive software for engineering simulation – it’s all been crafted by one man’s vision and a great deal of thought and scribbling down on paper… lots of paper. So what’s it worth I ask him; “if someone asked me to produce another one you’d be talking about a ball park figure of around £500,000”. Out on the road it feels like nothing else I have experienced. Other motorists stare and nod in appreciation at the sight and sound as you glide by majestically. But show Terry a long straight traffic free road and he sees the red mist. Despite possessing a level of power and torque that some supercars struggle to match, the car is so beautifully balanced, arrow straight and remarkably controllable under hard acceleration – to experience it is to truly believe it.
“…I intend to leave it in my will to Cummins when I’m gone for their engineers and the world to enjoy”
Everyone involved with the car from Terry himself through to the Darlington based Cummins engineers who have tirelessly assisted with the tuning of the iSB power unit have created a unique showcase of talent. The question is asked to Terry if any part of the project was a struggle to overcome; “only the crafting of the alloy panels and bonnet were a headache” as he points to the timber framework he created as a template; “sorting out the driveline and fine tuning the other major components were a piece of cake” – so much for modesty. The man is rightfully proud of his work and was keen to point out he would never sell it; “no one else is ever going to own it in my lifetime that’s for sure, I’ve made sure of that as I intend to leave it in my will to Cummins when I’m gone for their engineers and the world to enjoy”.
The Darlington plant has recently celebrated its 50th birthday and their communications director Steve Nendick is right behind the car and played a huge part in turning Terry’s dream into todays reality. Steve told us: “Using the latest components, coupled with engine development and electronic controls expertise, Cummins’ engineers have achieved close to 500 hp. Working with Terry Clarke, they have recommended some minor configuration changes that will increase the power further. Although this is not destined for full production, it highlights the capabilities of our diesel engines and engineers to push the envelope in challenging projects“.
Despite the incredible talent the man possesses, Terry is keen to point out that there is no way he could have done this alone. One of his long standing customers who is involved with marine diesels also happened to be a retired Cummins sales and marketing man. Paul Foulston became involved in the project from a very early stage when Terry was bouncing around ideas about using a Cummins engine for his car. A meeting was arranged with Cummins communications director Steve Nendick during a past Goodwood festival of speed and the pace quickened from there. Terry said; “there’s no way I could have done or afforded to do this on my own and I have a great deal to
thank Paul Foulston, especially with his project management and sourcing of various components and Steve Nendick for. Everyone who has assisted me with this project has been fantastic and really helpful”.
“without the help from Paul Foulston and his project management and Steve Nendick at Cummins for believing in me and championing my cause to the management on both sides of the Atlantic, not to mention the guys and girls at the Darlington plant, I doubt I’d be where I am today“
He was keen to point out that it’s far being a one man project and he still pinches himself regularly at the fact the car actually rose from the drawing board. Expanding on this Terry said “without the help from Paul Foulston and his project management and Steve Nendick at Cummins for believing in me and championing my cause to the management on both sides of the Atlantic, not to mention the guys and girls at the Darlington plant, I doubt I’d be where I am today”. He continues; “Of course I’m proud of what’s been achieved but I’m also touched by the trust and confidence in me shown by all those involved in the project from day one”.
As I have mentioned before, I have been lucky to meet some strange and wonderful people over the years. But the car and Terry himself has to be one of my own personal highlights. The vehicle is an impressive demonstration of one man’s dream, his determination and engineering skill from everyone involved that’s also stunning to look at and incredible when in motion. But it’s not half as impressive as the person behind it, not to mention the countless others who assisted along the way. Terry is keen to point out that the Cummins Railton is not a replica – it’s a modern day homage. I’ll leave Terry to have the final word…
“She isn’t all that bad for a man in a shed is she?”
THE CUMMINS – RAILTON CAR:

As with most engine powered vehicles, the heart of the machine is in fact the engine. Cummins Engines and their development engineers have worked tirelessly with Terry on this amazing project to fine tune the power unit for both optimum on road and track performance – not to mention reliability. Many hours were spent at the Darlington UK factory and in Somerset tirelessly problem solving, adapting and overcoming installation and operational difficulties. Terry offers his heartfelt thanks to all those closely concerned with this amazing project.
There are plans afoot to re-map the engine to full marine specification which will increase the power and torque even further in the not too distant future. Figures and specification shown below reflect the driveline at the time of going to publication and are subject to constant change as all parties experiment with different engine mappings and induction modifications. Time taken so far on this vehicle is close to 4500 man hours. It’s estimated that by the time the car is finished some 5000 hours will have been invested on the Cummins Railton project, perfection as they say… is a long and never ending road!
For those technically minded folk who yearn for their technical taste buds to be tantalised and tickled with some technical information, here is a list of the specification and production based details on the Cummins Railton project.
Power Unit:
Engine Type: Cummins iSB in-line six cylinder diesel engine – Cast iron cylinder head with four valves per cylinder and cast iron CGI engine block.
The engine block differs from the standard on-road version by having a Compact graphite iron (CGI) material making the block radically more rigid and capable of extreme power and torque flex resistance.
Displacement: 6.7 litres or 409 Cubic inches
Bore x Stroke: 107mm x 124mm
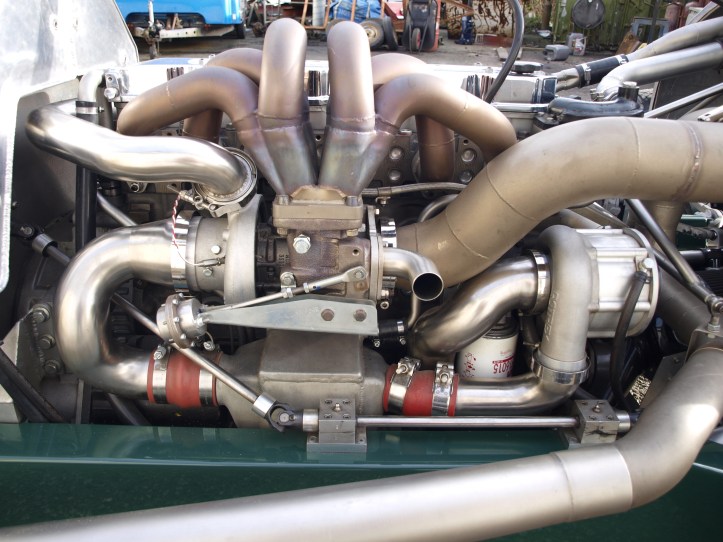
Induction: Cummins electronic fuel distribution and injection with and uprated Holset turbocharger. Engine block mounted Rotrex serpentine belt driven supercharger – Custom made cold air box to densify the intake air thus increasing turbo / supercharger efficiency. Programmed and electronic fuel and timing management system. Twin alloy charge cooler units are fitted.
Power & Torque: *485bhp with 811Lbft (full marine spec will be see figures in the region of 550bhp & 1250Lbft of torque)
Maximum Rated Engine Speed: 3600rpm
* = Plans are afoot to remap the engine to full marine spec – expected power rating in next tuning stage will be 515bhp +
Cooling System: Engine block mounted and serpentine belt driven water pump utilising a traditional pressurised no-loss system. Custom made and specially fabricated multi-core alloy radiator with return flow directed to a fabricated polished alloy expansion tank. Additional cooling is available as required from a cockpit located switch controlled electric fan mounted on the rear of the radiator assembly.
Transmission: Arguably, one of the most popular driveline combinations in the UK and indeed Europe for light to medium weight trucks is none other than a Cummins iSB engine mated to a ZF gearbox. This driveline benefits from millions of development and operator miles and the ruggedness of this transmission is well known in the marketplace.
The Cummins Railton car has stayed with the aforementioned engine / gearbox combination, albeit with some modifications to suit the requirements of this particular vehicle.

Gearbox: Manual ZF “S 5-42” type with five forward synchromesh ratios and custom made adapted direct gear linkages fabricated in alloy. Weight reduced by removing the pre cast mounting points that would have catered for differing installations.
Clutch: Uprated 15 inch single plate drive plate with conventional finger spring actuated cover assembly. Hydraulic actuation via an in-line master cylinder with braided hoses and bellhousing mounted slave cylinder.
Propeller Shaft: Modified to suit Hardy Spicer two piece shaft assembly with sliding yoke and custom made rear coupling in order to mate up to the Jaguar axle flange.
Rear Axle: Heavily adapted Jaguar Mk9 hypoid Salisbury unit using Land Rover fully floating hubs.
Final Drive Ratio: 2.8:1 giving 48.6mph per 1000rpm in 5th gear with 19” road wheels.
Suspension: Obviously, to keep to vehicle stable and true, Terry has gone to considerable lengths in order to develop a rugged system while utilising as many proven parts that already exist. Amazingly, the car rides and handles exceptionally well, at the same time providing a flat stance during more spirit manoeuvres. It’s an incredible experience to behold.


Front Suspension: Transverse mounted single parabolic leaf spring utilising a Jaguar double wishbone system with twin inboard mounted vertical and adjustable telescopic shock absorbers.
Rear Suspension: Twin vertical coil springs and telescopic adjustable shock absorbers. Axle and suspension located via an A-frame and four bar linkage.
Steering: Adapted and modified Daimler-Benz steering rack and pinion with custom made column assembly currently utilising electric power assistance with future plans to convert to traditional hydraulic power assistance. Custom made steering wheel to owners design in order to emulate the original car.
Braking System: 340mm vented discs operated via braded hose and four piston callipers up front. Body mounted dual master cylinders.
Rear: 300mm vented discs operated via braded hoses and four piston callipers. Separate master cylinder for rear brake operation. Bias control feature for optimum front / rear brake balance.
Electrics: Engine mounted alternator driven via a serpentine belt. Car and engine electrics all operated from a 24 volt supply provided from the alternator and battery.
Wheels & Tyres: Choice of either 19 or 18 inch styled rims both using 700 section tyres.
Chassis: Bespoke fabricated 10 inch deep ladder cruciform design with 4mm thickness to emulate to original cars design. The power unit also features as the chassis front stress member through the use of a “torque axis” eight point engine mounting design.
Coachwork: 1.5mm thick alloy sheet designed, measured and fabricated to be a faithful replica of the original Gurney – Nutting built original body fitted to the Napier – Railton vehicle. Hand shaped and welded fitting onto a stainless steel inner frame. Templates for body shape were made by using marine plywood.
For further information and progress updates on the car that includes more images and videos, be sure to join the CUMMINS-RAILTON FACEBOOK GROUP

This may be the best article of yours I’ve ever read Mike.
That car is a truly astonishing achievement. Some people spend a decade just restoring a car, yet this guy has designed and built his own staggeringly high performance vehicle from scratch! Presumably while also holding down his day job!
Jesus! That looks better than the skeleton I saw at Goodwood a few years back. What an amazing machine and a brilliant write up.
Are we to see a Time Well Spent roadtest LOL – that’d be fun eh?
Regards from Steve
Funny that… there will be one in the not too distant future!
Mike